 Рубрики
Рубрики
 Инструменты поиска
Инструменты поиска
 Сообщество
Сообщество
 Избранное
Избранное
 Мой профиль
Мой профиль
 Войти
Войти

Материал помещен в архив
ОПРЕДЕЛЕНИЕ ОПТИМАЛЬНОГО РАЗМЕРА ПРОИЗВОДСТВЕННОЙ ПАРТИИ МЕДПРЕПАРАТОВ
Введение
Для специализированных производственных организаций, серийно выпускающих широкую номенклатуру товарной продукции со значительными годовыми программами и использующих при этом одно и то же технологическое оборудование, актуально знать, как часто в течение года с экономической точки зрения необходимо чередовать производство различных наименований товаров.
К числу таких производств относятся и фармацевтические предприятия, способные обеспечить выпуск нескольких миллионов упаковок различных видов лекарств за год. Особенность данных производств заключается в необходимости значительных затрат времени и средств при чередовании выпуска различных наименований препаратов. Так, в зависимости от масштаба предприятия продолжительность одной остановки производственной линии в связи с необходимостью ее очистки и переналадки (для начала выпуска следующего препарата) варьирует в пределах 2 дней, что влечет значительные потери денежных средств.
Высокая производительность производственных линий, а также указанная особенность фармацевтических производств (с экономической, а порой и организационной точки зрения) вынуждает руководство предприятий отказываться от выпуска лекарственных препаратов с незначительными объемами производства за год.
Следовательно, планирование работы производственной линии фармацевтической организации в течение года должно осуществляться с учетом оптимальной продолжительности работы производственной линии по выпуску одного наименования продукции.
Продолжительность работы производственной линии по выпуску одного наименования препарата зависит от средней часовой производительности линии и размера производственной партии одного наименования препарата. В связи с тем что средняя часовая производительность линии по выпуску одного наименования препарата - величина практически неизменная, следовательно, продолжительность работы производственной линии по выпуску одного наименования препарата зависит только от размера производственной партии упаковок данного препарата.
 |
Справочно Под партией (производственной партией) деталей (в нашем случае упаковок препарата одного наименования) на предприятиях понимается количество одинаковых деталей (упаковок), обрабатываемых на взаимосвязанных рабочих местах с однократной затратой подготовительно-заключительного времени (переналадкой, в нашем случае и очисткой оборудования). |
Таким образом, оптимальная продолжительность работы производственной линии по выпуску одного наименования препарата будет достигнута в случае запуска в производство оптимальной с экономической точки зрения производственной партии упаковок препарата.
Планирование размера партии
Планирование размера партии - сложная экономическая задача, поскольку при ее расчете необходимо учитывать множество взаимодействующих разнонаправленных факторов. Например, увеличение размера партии приводит к сокращению простоев производственной линии и затрат на переналадку оборудования, росту производительности труда, улучшению оперативного планирования. В то же время возрастают затраты, связанные с хранением материальных запасов, увеличивается величина незавершенного производства и фондов обращения, замедляется оборачиваемость ресурсов, снижается равномерность поступления денежных потоков.
Прежде чем определять оптимальный размер партии, необходимо выяснить, на какие статьи затрат он (размер партии) оказывает влияние.
Так, при увеличении размера партии сокращаются издержки производства за установленный промежуток времени (например, год), связанные с переналадкой оборудования, в соответствии с формулой (1):
|
(1)
|
где Сп.об - издержки производства, связанные с переналадкой оборудования за установленный период времени, тыс.руб./год (тыс.руб./кв., тыс.руб./мес.);
Сеп - издержки производства, связанные с одной переналадкой и очисткой оборудования для выпуска партии одного наименования препарата, тыс.руб.;
Nп - потенциально возможная производительность производственной линии по выпуску препаратов одного наименования за установленный период времени, шт./год (шт./кв., шт./мес.);
n - количество упаковок в производственной партии препарата одного наименования, шт.
Важно подчеркнуть, что отношение (Nп / n) показывает, какое количество переналадок будет сделано за установленный период времени производства программы величиной (Nп).
Издержки производства (Сеп) включают не только прямые расходы на проведение одной переналадки, но и потери, связанные с остановкой данного оборудования для переналадки (формула (2)):
| (2) |
где Tпн - величина тарифа на проведение операций по переналадке и очистке оборудования, тыс.руб./чел.-ч;
tн - трудоемкость работ, связанных с одной переналадкой и очисткой оборудования, чел.-ч;
k - номер наименования (модели) оборудования;
z - количество наименований (моделей) необходимого оборудования согласно технологическому процессу изготовления детали;
Pk - коэффициент, отражающий размер убытков (без учета потерь прибыли) от часа простоя k-го наименования оборудования, 1/ч;
tпk - продолжительность одной переналадки k-го наименования оборудования, ч;
Бk - балансовая (амортизируемая) стоимость k-го наименования оборудования, тыс.руб.;
Ппр - потери прибыли, связанные с одной переналадкой и очисткой оборудования, тыс.руб.
Коэффициент (Pk) зависит от срока службы, а также установленного ресурса оборудования. Так, например, размер коэффициента (Pk) для оборудования, срок службы которого составляет 10 лет, а установленный ресурс 10 000 ч, колеблется в пределах от 0,000 2 до 0,000 41/ч, т.е., например, для оборудования стоимостью, равной 100,0 млн.руб., и подобными технико-экономическими характеристиками, издержки от часа простоя будут варьировать от 20,0 до 40,0 тыс.руб.
Неоспорим также тот факт, что, чем больше количество упаковок в производственной партии, тем больше в итоге упаковок данного наименования препарата скапливается на складе готовой продукции, что, в свою очередь, обуславливает увеличение затрат на хранение, способствует увеличению оборотных средств, связанных с оборотом запасов готовой продукции на складе.
Затраты, связанные с управлением запасами на складе готовой продукции (Су), с учетом потерь денежных ресурсов, «замороженных» в произведенной партии медпрепарата, рекомендуется определять по формуле (3):
|
(3)
|
где Седхр - тариф на хранение единицы запасов (одной упаковки) в течение установленного периода времени, за которое изготавливается количество упаковок, равное производственной программе (Nп), тыс.руб./(шт.·год) (тыс.руб./(шт.·кв.), тыс.руб./(шт.·мес.));
Е - коэффициент эффективности финансовых вложений за период времени изготовления количества упаковок, равного производственной программе (Nп), 1/год (1/кв., 1/мес.);
Седизг - себестоимость изготовления одной упаковки при производственной программе (Nп), тыс.руб./шт.;
n / 2 - среднее количество упаковок на складе готовой продукции за срок их реализации или потребления ((n + 0) / 2, так как в начале срока реализации среднее количество упаковок равно n, в конце - 0), шт.
Коэффициент (Е) может варьироваться в следующих пределах:
• минимальный размер должен составлять величину, соответствующую депозитному проценту за период времени потребления величины (S). Так, например, анализируемый период - 1 месяц. Следовательно, депозитный процент за месяц при 12-процентном годовом составит 1 %. В этом случае коэффициент (Е) равен 0,01 за 1 месяц (1 % / 100 %);
• максимальный размер должен определяться достигнутым уровнем рентабельности на предприятии и устанавливаться в случае острой необходимости в «свободных» денежных средствах, а также интенсивного развития предприятия. Величину уровня рентабельности в соответствии с выбранным анализируемым периодом необходимо определять по формуле (4):
|
(4)
|
где R - достигнутый среднегодовой уровень рентабельности продукции, %;
d - количество установленных периодов времени, за которое изготавливается производственная программа (Nп), в течение года;
Lоб - количество оборотов готовой продукции в течение года.
Например, достигнутый среднегодовой уровень рентабельности на предприятии составляет 12 %; анализируемый период - 1 месяц; количество оборотов готовой продукции в течение года - 12 оборотов. Следовательно, в данном случае коэффициент (Е), в отличие от первого пункта, равен 0,12 за 1 месяц, т.е. в большинстве случаев минимальная величина коэффициента (Е) отличается от максимальной на порядок (в 10 раз).
Таким образом, зависимость по определению совокупных издержек, связанных с размером партии (n), примет следующий вид (формула (5)):
|
(5)
|
Очевидно, что оптимальный размер партии деталей (nопт) будет достигнут, когда совокупные издержки (Сп.об.у) принимают минимальное значение или когда первая производная формулы (5) по размеру партии равна нулю (формула (6)):
|
(6)
|
Откуда оптимальный размер партии (nопт) равен (см. формулу (7)):
|
(7) |
Полученная зависимость позволяет обосновать оптимальный размер партии (nопт) с экономической точки зрения.
 |
Пример Рассчитаем оптимальный размер партии (nопт) для фармацевтического производства для следующей производственной ситуации. Организация выпускает лекарственные препараты в таблетках. Средняя производительность линии за час основного времени - 10 000 таблеток; работа ведется в 1 смену; длительность одной переналадки линии, включая ее чистку, - 1 рабочий день. Издержки, связанные с проведением одной чистки, составляют около 1,5 млн.руб.; балансовая стоимость линии - 1 500,0 млн.руб.; Таблетки выпускаются в упаковке по 10 таблеток и хранятся в коробках, вмещающих 100 упаковок. Габариты коробки: длина х ширина х высота (300 х 220 х 275 мм). Коробки хранятся на стеллажах СТ-031 (рисунок ниже). Максимальная нагрузка на полку стеллажа - 200 кг. Издержки, связанные с эксплуатацией 1 кв.м склада в течение месяца, составляют 100,0 тыс.руб.; средняя себестоимость одной упаковки таблеток - 10,0 тыс.руб.; средняя рентабельность выпускаемой продукции - 5,0 %; Организация нуждается в «свободных» денежных средствах.
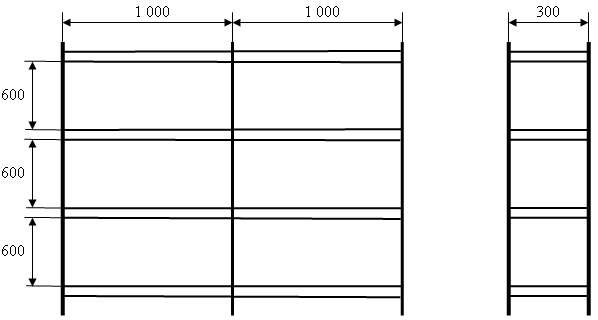
Рассчитаем оптимальный размер партии упаковок по формуле (7). Так как потенциально-возможная производительность производственной линии по выпуску препаратов одного наименования за установленный период времени (Nп) и коэффициент (E) зависят от размера партии, который еще предстоит определить, необходимо в качестве первого приближения интуитивно установить размер партии. Принимаем размер партии на уровне 100 000 упаковок. С учетом исходной информации максимальная производительность производственной линии составляет 2 000 000 упаковок за год (10 000 табл. / ч / 10 табл. / упак. х 8 ч / раб. день х 250 раб. дней / год). Однако, принимая во внимание интуитивный размер партии, можно утверждать, что в течение года линия остановится не менее 20 раз (2 000 000 упак. / год / 100 000 упак.), что обусловит сокращение годовой производственной программы на 160 000 упаковок (20 х 1 раб. день / остановку х 10 000 табл. / ч / 10 табл. / упак. х 8 ч / раб. день) до 1 840 000 упаковок (2 000 000 - 160 000 упак.). Издержки производства, связанные с одной переналадкой и очисткой оборудования для выпуска партии одного наименования препарата (Сеп), с учетом исходной информации согласно формуле (2) составят: Сеп = 1 500,0 тыс.руб. + 0,000 3 х 8 ч х 1 500 000 тыс.руб. + 4 000 тыс.руб. = 9 100 тыс.руб., где 4 000,0 тыс.руб. - потери прибыли, связанные с одной переналадкой и очисткой оборудования (1 раб. день / остановку х 10 000 табл. / ч / 10 табл. / упак. х 8 ч / раб. день х 10,0 тыс.руб. / упак. х 5 % / 100 %). Определим издержки на хранение одной упаковки в течение месяца (Седхр). Линейные размеры одной полки стеллажа СТ-031 позволяют разместить на ней 8 коробок (800 упаковок в коробках). Принимая во внимание рисунок, можно утверждать, что одна полка стеллажа занимает лишь 0,075 кв.м (2 м х 0,3 м / 8 полок), а с учетом проходов и проездов - около 0,1 кв.м. Следовательно, издержки на хранение 1 упаковки таблеток (Седхр) за год составят 0,3 тыс.руб. (0,1 кв.м х 100,0 тыс.руб. / (мес. кв.м) х 12 мес. / год / 400 упак.), где 400 упаковок - это среднее количество упаковок на одной полке стеллажа в течение года (q / 2 = 800 / 2). Исходя из поставленной задачи (организация нуждается в «свободных» денежных средствах, однако нужда носит не острый характер) коэффициент (Е) должен приниматься на уровне 50 % от максимального значения. Рассчитаем максимальное значение коэффициента (Е) за период, равный одному году, по формуле (4). Так, количество оборотов, которые совершают оборотные средства, задействованные в торговле медпрепаратами, за год равно 36 (Nп / n / 2 = 1 840 000 / 100 000 / 2, где n / 2 (50 000 упаковок) - средний запас (остаток) на складе упаковок препаратов в течение года. Так как рентабельность продукции составляет 5 %, получим: Е = 5,0 % / (1 х 100 %) х 36 = 1,8 1/год. Таким образом, принимая величину коэффициента эффективности финансовых вложений (Е) за период времени, равный 1 году, на уровне 0,9 (0,5 х 1,8), определим размер партии согласно формуле (7): __________________________________ nопт = √2 х (9 100 х 1 840 000) / (0,3 + 0,9 х 10,0) = 60 007 упак. Полученный расчетный размер партии (60 007 упаковок) позволяет утверждать, что принятый интуитивно размер заказа на уровне 100 000 упаковок значительно отличается от оптимальной величины. Следует отметить, что при выполнении подобных расчетов допустимое отличие интуитивного размера от оптимальной величины не должно превышать 20 %. В этой связи осуществляем второе приближение. Для этого устанавливаем размер партии с определенным опережением (на уменьшение) к уровню 60 007 упаковок, принимая размер партии равным 40 000 упаковок. Учитывая интуитивный размер партии (второе приближение), можно утверждать, что в течение года линия остановится не менее 50 раз (2 000 000 упак. / год / 40 000 упак.), что обусловит сокращение годовой производственной программы на 400 000 упаковок (20 х 1 раб. день / остановку х 10 000 табл. / ч / 10 табл. / упак. х 8 ч / раб. день) до 1 600 000 упаковок (2 000 000 - 400 000). Аналогично пересчитаем максимальное значение коэффициента (Е) за период, равный 1 году, по формуле (4). Так, количество оборотов, которые совершают оборотные средства, задействованные в торговле медпрепаратами, за год равно 80 оборотов (Nп / n / 2 = 1 600 000 / 40 000 / 2, где n / 2 (20 000 упаковок) - средний запас (остаток) на складе упаковок препаратов в течение года. Так как рентабельность продукции составляет 5 %, получим: Е = 5,0 % / (1 х 100 %) х 80 = 4,0 1/год. Таким образом, принимая величину коэффициента эффективности финансовых вложений (Е) за период времени, равный 1 году, на уровне 2,0 (0,5 х 4,0), определим размер партии согласно формуле (7): __________________________________ nопт = √2 х (9 100 х 1 600 000) / (0,3 + 2,0 х 10,0) = 37 875 упаковок. Поскольку принятый размер партии согласно второму приближению (40 000 упаковок) отличается от оптимальной величины (37 875 упаковок) на 2 125 упаковок, или на 5 %, следовательно, окончательно можно утверждать, что оптимальный размер партии для данной производственной ситуации должен находиться в пределах 35 000-40 000 упаковок. В свою очередь, с учетом оптимального размера партии можно утверждать, что оптимальная продолжительность работы производственной линии по выпуску одного наименования препарата составит 5 дней (40 000 упак. / 8 000 упак./раб. день). |
Выводы и предложения
На основании вышеизложенного можно резюмировать:
• выпуск медпрепаратов на производственных линиях, отличающихся высокими показателями производительности за час основного времени, должен осуществляться с учетом планируемой годовой производственной программы по соответствующим наименованиям препаратов, которая не должна быть меньше оптимального размера партии упаковок;
• оптимальный размер партии упаковок медпрепаратов целесообразно определять согласно средневзвешенной себестоимости 1 упаковки по всей номенклатуре выпускаемых препаратов. Это позволит выработать единый график чередования производства различных наименований препаратов;
• представленная методика оптимизации размера партии на примере выпуска медпрепаратов универсальна и рекомендуется к применению на подобных производствах.
21.09.2012 г.
Петр Дроздов, кандидат экономических наук, доцент Белорусского государственного аграрного технического университета